Введение в технологию - координатно-измерительные машины
Содержание
2. Компоненты и типы трехмерных измерителей
3. Для чего применяются 3D координатно-измерительные машины и эффективность
4. История разработка трехмерной измерительной машины
5. Применение в основных отраслях промышленности
6. Перспективные направление развития
1. Введение
Что такое прецизионное измерение?
Прецизионное измерение это предельно точное измерение размеров, углов, форм, шероховатости поверхности и т. д. обрабатываемой детали или механических элементов в соответствующих принятых единицах измерения.
В нашем случае единица измерения, принята метр, которая является основной мерой длины, а результат измерения представляет собой произведение количества и единицы измерения, содержащихся в единице измерения. При более точном измерении использует 1 мм (один миллиметр) или меньше.
Например, каков размер автомобиля? Насколько он высок? Точное измерение позволяет узнать точный размер в цифровом выражении.
Точное измерение является одним из трех важных элементов в машиностроении, наряду с проектированием и производством.
Что такое 3D-измеритель?
Согласно стандарту ISO 10360-1:2004 координатно-измерительная машина определяется как, измерительная система, которая используя средства перемещения системы зондирования определять пространственные координаты на поверхности заготовки.
Однако, поскольку это определено только для объекта измерения, этого недостаточно для представления всей функции трехмерного измерительного устройства.
Необходимо определить положение и направление объекта, добавив функциональную поверхность для трехмерного измерителя. Это позволяет определять пространственные координаты каждой точки измерения при ее перемещении в трехмерном пространстве и измерять трехмерный размер, положение или направление путем обработки данных компьютером и сравнивать с проектной трехмерной моделью.
Преимущества и недостатки 3D измерительных машин
Использование трехмерного измерителя упрощает измерение сложных форм, а использование разнообразного дополнительного программного обеспечения расширяет спектр возможностей его применения. КИМ производства Dukin позволяют сэкономить время, необходимое для установки, для настройки базы данных, удобным обменом данных с другими системами и контроля качества в режиме реального времени при использовании координатно-измерительных машин с ЧПУ в массовом производстве.
Однако, поскольку трехмерная измерительная система сложна, она требует усилий для обслуживания и ремонта, а также требует определенного количества времени и опыта в смежных областях для ее нормального использования. Кроме того, прибор чувствителен к температуре и вибрации, возникают требования поддерживать необходимый микроклимат в помещении.
Однако, несмотря на эти ограничения, распространение 3D-измерительных приборов продолжает расширяться. И хотя в настоящее время они в основном используются в специализированных измерительных помещениях, ожидается, что в будущем полевые измерения будут занимать большую долю.
2. Компоненты и типы трехмерных измерителей
Основные компоненты
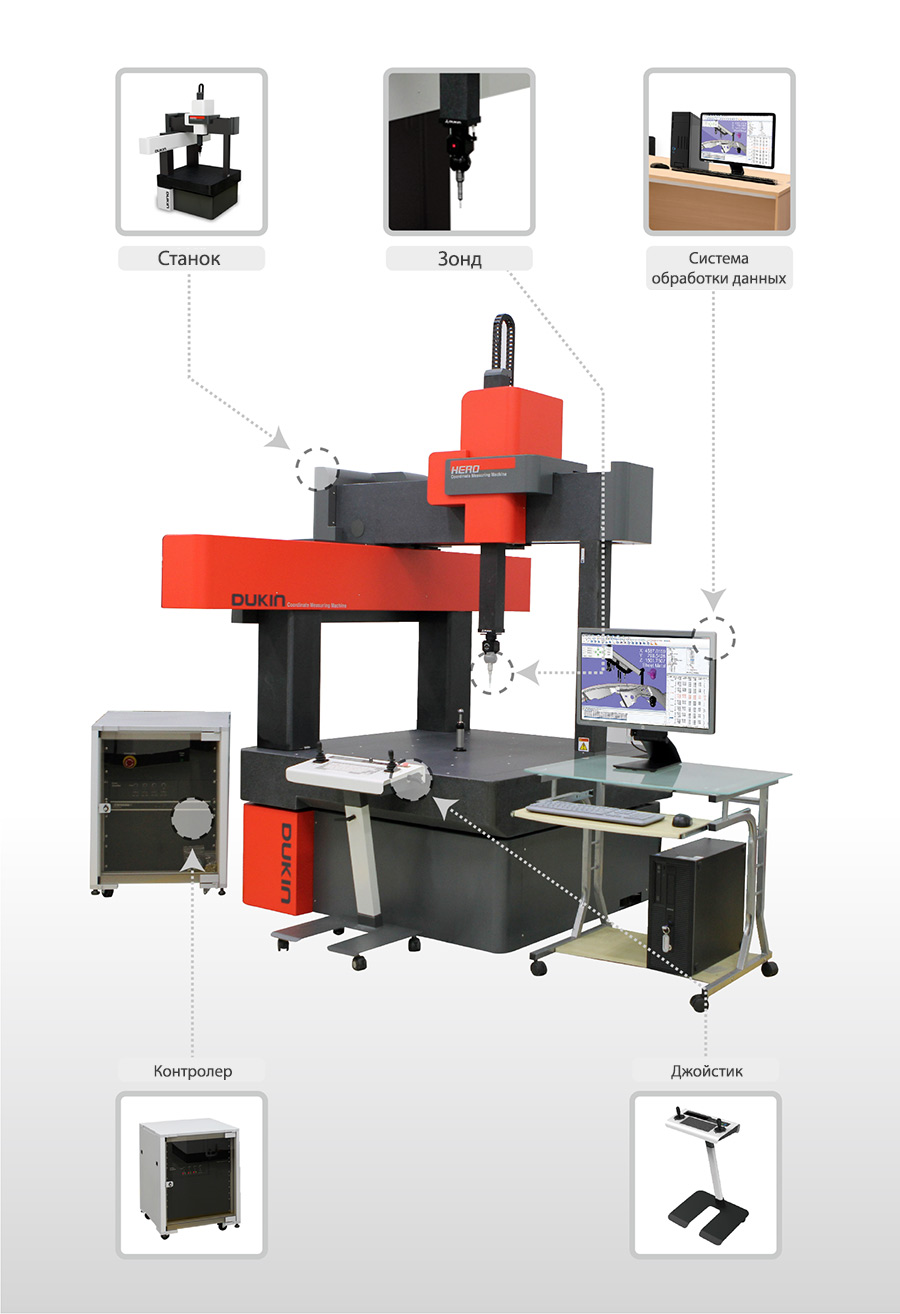
- Корпус: машина с тремя осями, движущимися перпендикулярно друг другу.
- Контроллер: электронное управление скоростью, ускорением, контролем положения и т.д. оборудования.
- Система зондирования: датчик, определяющий координаты обрабатываемой детали
- Компьютер: различные арифметические операции и обработка данных.
- Прочее: джойстик, принтер и т.д.
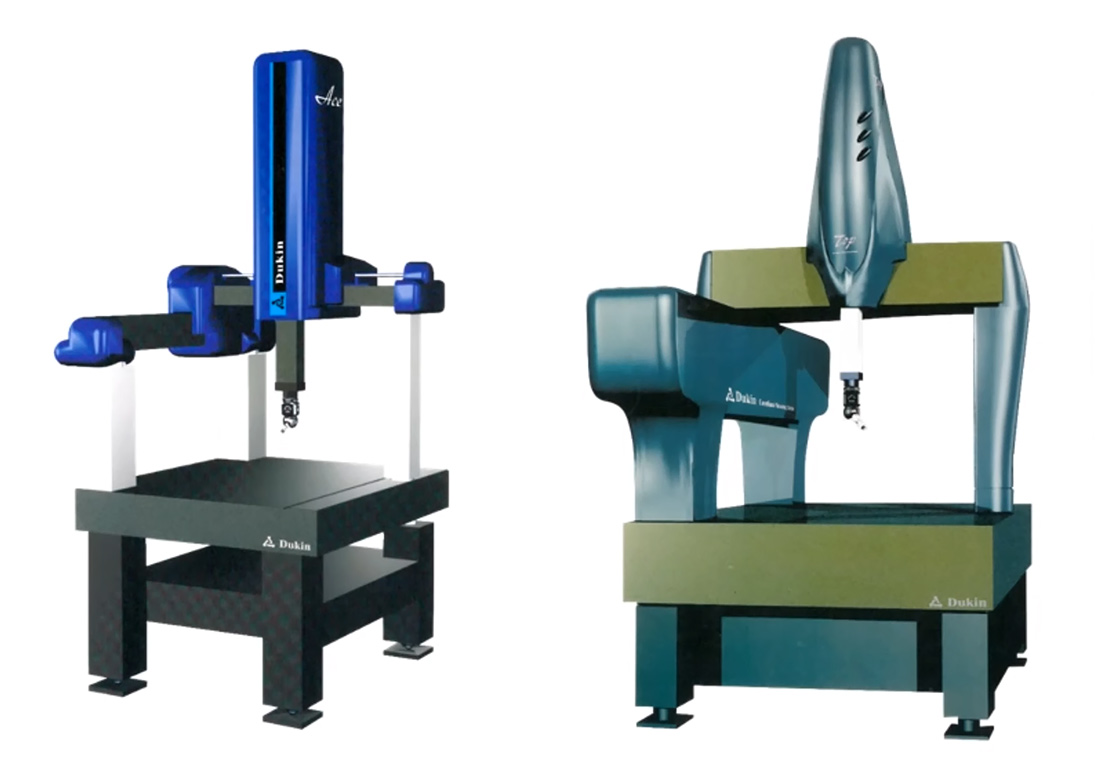
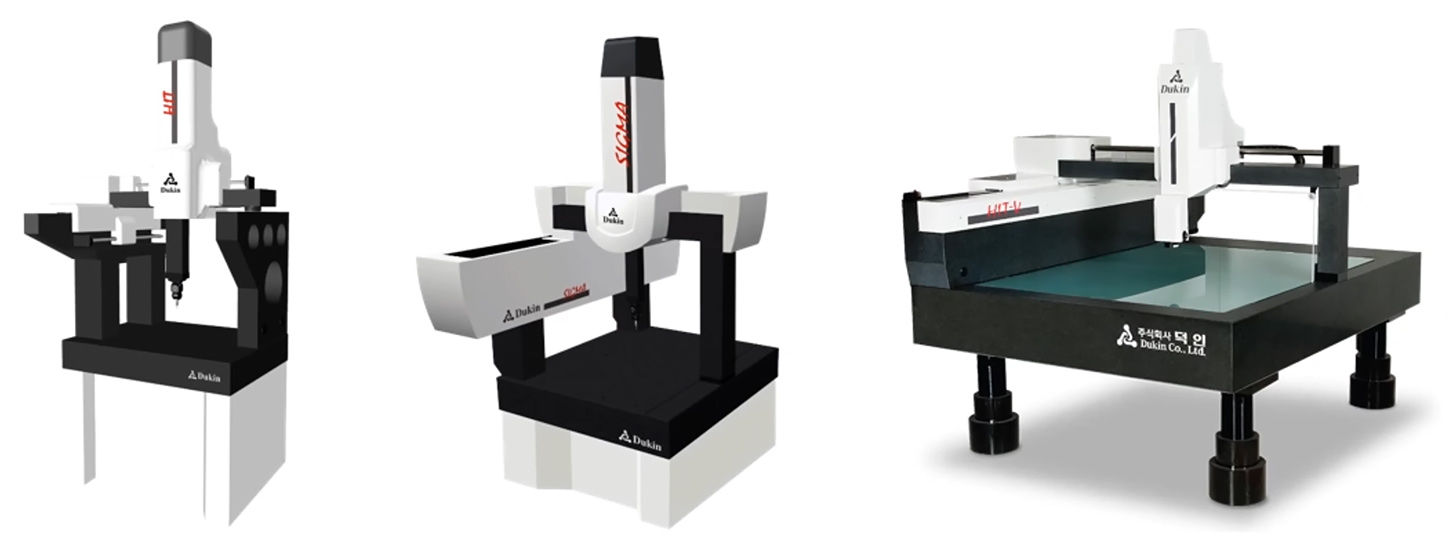
Типы трехмерных координатно-измерительных машин, схемы и примеры
Консольная КИМ с неподвижным столом
КИМ с подвижным мостом
Портальная КИМ
КИМ с L-образным мостом
КИМ с неподвижным мостом
Консольная КИМ с подвижным столом
КИМ стоечного типа
КИМ с горизонтальной пинолью
КИМ с горизонтальной рукой и неподвижным столом
КИМ с горизонтальной рукой и подвижным столом
3. Для чего применяются 3D координатно-измерительные машины и эффективность
Главная роль
- Периодический технологический контроль серийно выпускаемой продукции.
- Окончательная проверка готовой продукции.
- Проверьте совместимость с другими продуктами.
- Различная интерпретация допуска GD&T.
- Извлечение информации, необходимой для разработки продукта (обратное проектирование, обратный инжиниринг)
Эффект применения
- Очень высокая эффективность измерения (экономия времени на установку или замену заготовки, отсутствие необходимости в приспособлениях, автоматический расчет с помощью компьютера, автоматическая оценка соответствия требуемым размерам или несоответствия и т.д.)
- Можно легко сделать измерения предметов, которые не могут быть измерены существующими методами (стандартные методы измерения).
- Значительно повышает степень измерения и надежность сложных измерений.
- Стабильная работа машины со стабильными измерениями.
- Возможно, автоматическое измерение с помощью программы, время работы оператора значительно уменьшается.
- Автоматическая систематизация и структурирование данных измерений.
4. Разработка трехмерной измерительной машины
История создания трехмерной измерительной машины
Точно неизвестно, когда была разработана трехмерная измерительная машина, предположительно она появилась между 1950-ми и 1960-ми годами. Вначале двумерные измерительные машины, такие как инструментальные микроскопы, использовались для крепления устройств по оси z или модификации компоновочных машин. Такие трехмерные измерительные машины производились фирмами в Великобритании и в Италии.

Первая в мире контактная 3D-измерительная машина консольного типа на Международной выставке, г. Париж,1959 г.

Первая в мире контактная 3D-измерительная машина с ЧПУ UMM500, 1973 г.
После этого трехмерные измерительные машины смогла достичь быстрого прогресса в точности и скорости измерения, поскольку были разработаны цифровые датчики положения, такие как линейные шкалы, компьютеры и технология точной обработки данных.
Трудно четко выделить этапы развития трехмерной измерительной машины, но условно можно разделить их следующим образом.
| Поколения | Шкала | Способ привода | Точность | Компьютер | Зонд | Особенности поколения |
| Первое | Стрелочный индикатор | Ручной | 0.1мм | Нет | Механический | Модификации компоновки машины |
| Второе | Индуктосин | Джойстик | 0.01мм | Нет | Контактный сигнал | Повышение точности масштабирования |
| Третье | Муаровая бахрома | ЧПУ | 0.01мм | Есть | Сканирующий | Разработка программного обеспечения |
| Четвертое | Лазерный интерферометр | ЧПУ | 0.0001мм | Есть | Бесконтактный | Данные САПР для исправления ошибок при замене зонда |
В настоящее время компания Dukin производит координатно-измерительные машины третьего и четвертого поколения.
Кроме этого, поставляет высокоточные бесконтактные измерители, многосуставные измерительные роботы манипуляторы и координатно-измерительные машины со специальными измерениями, такими как округлость или шероховатость поверхности, которые можно отнести к пятому поколению.
Предпосылки разработки 3D-измерителя
Разработка трехмерных измерительных машин, как и другие технологические разработки, тесно связана с промышленным развитием.
По мере развития технологий, чем сложнее и разнообразнее производимая продукция и чем выше уровень жизни населения, тем больше запрос на повышение производительности и качества продукции.
Развитие методов механической обработки деталей и обрабатывающих станков привело к появлению станков с ЧПУ. В результате традиционные методы измерения больше не вписываются в управление качеством в режиме реального времени, соответственно, измерение также требует прорывных методов для повышения производительности.
Единственным альтернативным решением этих задач, которые уже сложно решать классическим методом измерений, в настоящее время, является трехмерный измеритель - координатно-измерительные машины.
Это является основным фоном для разработки 3D-измерителей.
В последние годы с развитием САПР (автоматизированное проектирование 3D CAD) быстро распространяются автономные программы, использующие трехмерные модели 3D CAD. Автономная программа - это программа, которая может создавать и проверять программы измерений, устанавливая трехмерную измерительную машину в виртуальном пространстве и CAD модель изделия, вместо реального изделия. Проверяемая программа моделирует измерение и проверяет наличие конфликтов, которые могут возникнуть во время выполнения измерений реального изделия (детали), экономя время.
История развития продукции Dukin в картинках
Координатно-измерительные машины образца 1995 года
Координатно-измерительные машины образца 1999 года
Координатно-измерительные машины образца 2005 года
Современные координатно-измерительные машины Dukin




5. Применение в основных отраслях промышленности
Автомобильная промышленность
В настоящее время, координатно-измерительные машины наиболее широко используемой в области автомобилестроения, начиная от внешнего вида автомобилей, до внутренних частей двигателя.
В автомобильной промышленности большие трехмерные измерительные машины соответствующих размеров, в основном используются для наружных измерений автомобилей (кузов в сборе или отдельные элементы, например, двери и т.д.). Трехмерные измерительные машины мостового типа с высокой точностью в основном используются для измерений двигателя и деталей интерьера автомобилей и прочее.
Кроме того, трехмерные измерительные машины успешно используется для измерения автомобильных стекол и элементов выхлопной системы (труба, нейтрализатор, глушитель).
Спрос на 3D-измерительные приборы, используемых в автомобильной промышленности, составляет 60-80% от общего количества производимых 3D-измерительных приборов (координатно-измерительных машин).
Производство пластмасс
В основном используется для пластической деформации и контроля размеров, а также широко используются бесконтактные измерительные приборы.
Из-за природы пластика бесконтактные измерительные машины и контактные измерительные машины часто не используются в сочетании, и в основном используется малое и компактное оборудование.
Кроме того, изделие легко деформируется, и может возникнуть множество ошибок в зависимости от фактического метода измерения и точек фиксации изделия, поэтому требуется точная фиксация и унифицированные методы измерения.
Аэрокосмическая промышленность
В основном используется для измерения деталей самолетов, таких изделий, как рабочие колеса и лопасти. В отличие от других отраслей промышленности, требования и методы измерения являются одними из самых высоких.
Для измерения изделий особой формы (колеса или лопатки лопастей) универсальная программа измерения общего назначения не подходит. Необходимо специализированное программное обеспечение, которое в основном используется для измерения и анализа криволинейных, плавных поверхностей.
Авиационная промышленность, наряду с автомобильной промышленностью, является одной из наиболее востребованных областей применения измерительных приборов.
Производство полупроводниковых деталей
Чаще всего используются бесконтактные трехмерные измерительные машины, а контактные средства измерения используются только в особых случаях.
В основном, используется для измерения полупроводниковых компонентов, контроля деталей (проверка внешнего вида, проверка размеров) и т.д. И часто требует более высокой точности, чем точность в машиностроении.
Это также область, где автоматизированные или беспилотные системы измерений (без оператора) создаются первыми по сравнению с другими областями.
Прочее
3D-измерительные машины могут использоваться во всех отраслях промышленности, таких как контроль размеров, технологический контроль и окончательная проверка различных обрабатываемых продуктов, таких как литье, прессование, сварка и прочее. Может применяться в различных формах в зависимости от ее назначения.
Кроме того, в таких задачах, как разработка продукта (новая разработка, обратный инжиниринг), вы можете легко получить необходимую информацию с помощью трехмерной координатно-измерительной машины.
6. Перспективные направление развития
Разработка программного обеспечения (ПО)
В конце 1990-х годов программное обеспечение для трехмерных измерений претерпело новые серьезные изменения. Используя 3D-модель CAD для измерения, проектирование, обработка и измерения могут быть встроены в одну интегрированную систему, а измерительные программы, созданные на основе 2D-чертежей, могут быть легко созданы с использованием модели CAD.
В будущем разработка программного обеспечения для 3D-измерений, как ожидается, будет быстро меняться и трансформироваться. Упрощается использование 3D-моделей САПР, унифицируются методы связи между несколькими координатно-измерительными машинами (КИМ) и унифицируются язык программ, и наступит день, когда данные DMIS измерительной программы можно будет извлекать непосредственно из программы 3D CAD.
Развитие аппаратной части
Большинство 3D-измерительных приборов по-прежнему очень чувствительны к температуре и вибрации. Поэтому большинство 3D-измерительных приборов необходимо устанавливать в стабильном пространстве, называемом измерительной комнатой. Многие производители КИМ спешат предложить оборудование с более низкими требованиями по температуре и вибрации, но оно все еще является экспериментальным.
Ожидается, что точность и скорость трехмерных измерительных машин будут более совершенными, чем сейчас, и ожидается развитие беспилотных систем и автоматизации.
Разработка бесконтактных и контактных датчиков для КИМ, которая на сегодняшний день разделена, также неуклонно развивается в интересах многих пользователей, поэтому считаем, что в будущем будет много аппаратных изменений.
7. Различные термины
Большинство терминов определено в стандарте KS B ISO 10360-1:2004, который равнозначен модифицированному российскому стандарту ГОСТ Р ИСО 10360-1-2017 (Приемочные и перепроверочные испытания координатно-измерительных машин. Словарь.)
Термины, связанная с 3D-измерительными приборами
- Некоторые из приведенных ниже терминов цитируются из исходного текста стандарта KS, и в некоторых случаях их значение может отличаться от фактического исходного текста
Координатно-измерительная машина (КИМ) [KS B ISO 10360-1:2004]
- Это измерительная система, которая использует средства перемещения системы зондирования и имеет возможность определять пространственные координаты на поверхности детали.
- Измерительная система со средствами перемещения зондирующей системы и возможностью определения пространственных координат на поверхности заготовки. (Измерительная система, которая перемещает систему зондирования вручную для определения пространственных координат над поверхностью заготовки)
- Измеритель трехмерных координат [KS B 5542: 1990]: Измеритель, который имеет шкалу и датчик для получения величины перемещения одной направляющей и двух направляющих, перпендикулярных друг другу, и может получать значение трехмерной координаты датчика из каждой величины перемещения.
Измерение координат [KS B ISO 10360-1:2004]
- Измерение пространственных координат, выполняемое посредством КИМ
- Измерение пространственных координат с помощью КИМ
Система координат детали [KS B ISO 10360-1:2004]
- Система координат, фиксированная для измеряемой детали.
- Система координат, фиксированная относительно измеряемой детали.
- Обычно упоминается как Система координат детали (PCS).
Система координат станка [KS B ISO 10360-1:2004]
- Фиксированная система координат для физической или расчетной оси КИМ
- Система координат, фиксированная относительно физических или расчетных координат осей КИМ
- Обычно именуемая Машинной системой координат (MCS).
Система зондирования [KS B ISO 10360-1:2004]
- Система, состоящая из удлинителя датчика, системы смены датчика, оператора, системы смены оператора и расширения оператора, если датчик присутствует.
- Система, состоящая из щупа (стилуса) и, если есть, удлинителей щупов, системы смены щупов, щупа, системы смены щупа и удлинителей щупа.
- Зонд (Датчик) [KS B 5542: 1990]: Имеется контактный зонд и бесконтактный зонд для определения координатного положения измеряемого объекта. В качестве контактного зонда используются фиксированные зонды, электрические сигнальные зонды и т.д., бесконтактный зонд включает оптический датчик.
Зондирование [KS B ISO 10360-1:2004]
- Действия по определению координатных фигур.
- Действия, которые приводят к определению значений координат.
- Зондирование [KS B 5542: 1990]: Использование трехмерного измерителя для зондирования объекта и считывания значения координат в пространстве.
Погрешность показаний КИМ для измерении размера E [KS B ISO 10360-1:2004]
Погрешность показаний при определении размера размерной меры посредством КИМ путем выполнения измерения расстояния между двумя зондируемыми точками на двух номинально параллельных противолежащих плоскостях по нормали к одной из плоскостей так, чтобы подход к этим точкам осуществлялся в противоположных направлениях.
Примечание: Измерение размерной меры выполняют между двумя точками на двух противолежащих поверхностях по нормали к одной из плоскостей так, чтобы подход к этим точкам осуществлялся в противоположных направлениях, см. рисунок а) и b).
Направление измерения
Максимальная допустимая погрешность показаний КИМ при измерении размера MPEE
Наибольшее значение погрешности показаний КИМ при измерении размера, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Максимальную допустимую погрешность показаний КИМ при измерении размера устанавливают в одной из трех следующих форм:
a) MPEE = ± минимальное значение из: (А+L/K) и В (см. рисунок ниже),
b) MPEE = ± (А+L/K),
c) MPEE = ± В,
Где:
A - положительная постоянная, выраженная в микрометрах и предоставляемая производителем;
K - безразмерная положительная постоянная, предоставляемая производителем;
L - измеряемый размер в миллиметрах;
B - максимально допустимая погрешность MPE E, в микрометрах, указанная производителем.
Примечание 2 - Указанные формы применимы для любых местоположения и/или ориентации размерной меры внутри зоны измерений КИМ.
Погрешность зондирования Р (probing error)
Погрешность показаний при определении диапазона радиуса размерной меры посредством КИМ путем выполнения измерений в режиме дискретного зондирования сферической поверочной сферы одним щупом (см. рисунок).
Примечание - Р - существенно положительная величина.
Погрешность зондирования
Поверочная сфера
Сферическая размерная мера, применяемая для приемочных испытаний и перепроверочных испытаний.
Образцовая сфера
Сферическая размерная мера, устанавливаемая внутри зоны измерений КИМ с целью калибровки зондирующей системы.
Разрешение
- Минимальная разница между различимыми значениями измерения.
- Минимальное цифровое значение фиксирующее изменение, когда минимальное возможное перемещение зонда изменяется на один шаг.
Термины, связанные с измерениями
Метрология
- Наука об измерениях
- Метрология включает как теоретические, так и практические аспекты измерений, независимо от их неопределенности, и в любой области науки или техники.
Измерение
- Сравнение любой величины (меры) с другой величиной того же вида, используемой в качестве единицы измерения.
- Ряд действий для определения положительных значений.
Проверка
- Соответствуют ли данные правила вашим требованиям или нет.
Точность
- Степень смещения в одну любую сторону.
- Степень соответствия результатов измерений и объема измерений друг другу.
Точность прецизионная
- Степень рассеяния (разброса) измерений.
Взаимозаменяемость
- Выполнение нормальной функции, даже если некоторые детали или элементы заменены на функциональные аналоги другого производства. (Замена элементов устройства или части устройства элементами другой машины при сохранении функциональности или характеристик.)
Повторяемость
- Степень соответствия между результатами, полученными при непрерывном измерении одного и того же количества измерений при одном и том же условии измерения (условие повторяемости).
- Условия повторяемости включают:
- Та же процедура измерения
- Тот же наблюдатель
- Тот же измерительный прибор, используемый в тех же условиях
- Одно и то же местоположение
- Повторение в течение короткого времени
Воспроизводимость
- Степень соответствия между результатами, полученными при измерении одного и того же объема измерений в измененных условиях измерения.
- Для обеспечения достоверности воспроизводимости необходимо указать измененные условия.
- Измененные условия могут включать:
- Принцип Измерения
- Метод Измерения
- Измерительные приборы
- Стандарты калибровки
- Условия использования
Неопределенность измерения
Параметр, представляющий характеристики разброса значений измерения, которые возникают по разным причинам.
- Этот параметр может быть, стандартной погрешностью (или кратным ей) или половиной значения разрешающей способности измерительной машины.
- Неопределенность измерения обычно складывается из нескольких составляющих. Некоторые из этих составляющих могут быть получены из статистического распределения результатов непрерывных измерений и могут быть выражены как экспериментальное стандартное отклонение. Другие компоненты также могут быть охарактеризованы экспериментальным стандартным отклонением, но они получены из распределения вероятностей, принятого на основе опыта или другой информации.
- Результатом измерения является максимально точное значение измеряемой величины, но подразумевается, что неопределенность, вносят и систематические операции, например, процесс калибровки и эталонные калибровочные образцы.
Стандартное экспериментальное отклонение (погрешность)
Серия измерений одной и той же измеряемой величины имеет разброс результатов, величина данного разброса определяется по следующей формуле:
- Где x - результат i-го измерения, а x̄ - среднее арифметическое n измерений.
- Если ряд значений n является выборкой любого распределения, то x̄ - оценка совокупности среднего отклонения µ этого распределения, а s² - оценка уровня отклонения σ².
- s/√n - это оценочное стандартное отклонение распределения x̄ и называется экспериментальным стандартным отклонением среднего значения в совокупности.
- «Экспериментальное стандартное отклонение среднего значения в совокупности» часто неправильно называют стандартным отклонением среднего значения в совокупности.
Стандартное отклонение
- Если зондирование производится более одним замером, необходимым для расчета размера элемента, результат выводится со стандартным отклонением.
- Стандартное отклонение используется для определения формы и максимального и минимального отклонения размеров измеряемого элемента. А сумма максимального и минимального отклонения имеет то же значение, что и отклонение формы элемента, рассчитанное методом минимального квадрата.
- Расчет стандартного отклонения осуществляется по формуле:

где ∑di²: Сумма квадратов отклонений. n: Количество зондирований.
Отклонение (погрешность)
Разница между размером эталона и результатом его измерения
Стандарт измерения
Физическая мера, измерительный прибор, эталонный образец или измерительная система для определения, проявления, сохранения или воспроизведения любой единицы или количества одного или нескольких значений стандарта.
Международный стандарт измерения
Стандарт, признанный в соответствии с международным соглашением, для международного использования в качестве основы для присвоения значений другим стандартам этой меры.
Национальный стандарт измерений
Стандарт, определенный и признанный государством, для использования в этой стране в качестве основы для придания ценности другим стандартам этой меры.
Калибровка
- Серия операций по установлению в определенных условиях взаимосвязи между значением величины, указанным измерительным прибором или системой измерения, или эталонным образцом, и значениями, соответствующих указанным стандартам.
- КИМ в результате калибровки фиксирует значение измерения или корректирует результаты предыдущей калибровки.
- Калибровка может также определять другие метрологические данные, например приоритет параметров калибровки.
- Результаты калибровки иногда фиксируют в документе, называемом сертификатом калибровки или отчетом о калибровки.
Графическое отображение показателей отклонений в результатах измерений
Прямолинейность
Размер отклонения участка прямой фигуры от геометрической прямой линии
Плоскостность
Размер отклонения участка плоской формы от геометрической плоскости.
Округлость или закругленность

Размер отклонения участка круглой формы от геометрического круга.
Цилиндричность
Размер отклонения участка цилиндрической формы от геометрического цилиндра.
Параллельность
Величина отклонения от геометрической формы, при которой один участок параллелен другому.
Перпендикулярность или прямоугольность

Величина отклонения от геометрической формы, при которой один участок перпендикулярен другому.
Угловатость

Величина отклонения от геометрической формы, при которой плоскости расположены под теоретически правильным углом по отношению друг к другу.
Позиция

Величина отклонения положения фигуры, если она отличается от теоретически правильного положения исходной точки.
Концентричность или соосность

Величина смещения размера центра круглой формы от центра базовой окружности.
Соосность: величина отклонения линии оси от линии опорной оси.
Симметрия

Величина отклонения симметрии геометрических элементов к прямой базовой оси или базовой центральной плоскости.
Круговое биение

Размер, при котором поверхность поперечного сечения фигуры смещается в указанном направлении при прямом повороте базовой оси.
Общее биение
Размер, при котором поверхность цилиндрической или вертикальной круговой плоскости смещается в указанном направлении при прямом вращении базовой оси.
Профиль линии
Величина, на которую контур линии отклоняется от геометрического контура.
Профиль поверхности
Размер отклонения контура поверхности детали от теоретически правильного геометрического контура.